
Производство кормов
Прием сырья
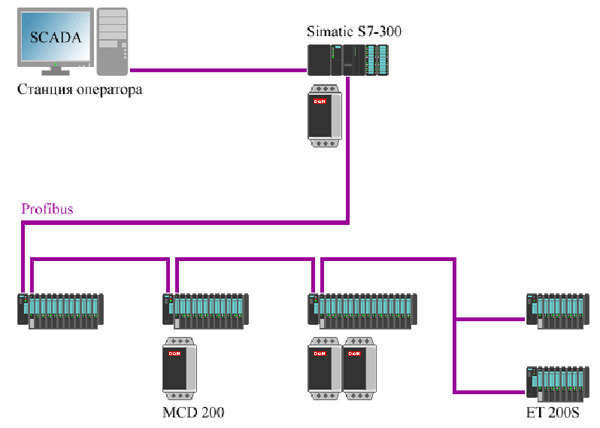
Автоматизированная система управления элеватором позволяет полностью автоматизировать процессы, связанные с транспортировкой зерна. В состав автоматизированной системы управления (АСУ) входят подсистемы управления технологическими процессами:
- загрузка в силосы (прием зерна с а/м или ж/д),
- пересыпка в силосы (пересыпка зерна из одного силоса в другой),
- выгрузка на мельницу,
Управление системой может осуществляться как в автоматическом, так и ручном режиме. Ручной режим используется при отладке системы, ремонтных работах и нештатных ситуациях.
При обнаружении аварийных ситуаций на одном из технологических маршрутов оборудование выключается по заданному алгоритму и оператору выдается сообщение об аварийной ситуации.
Достоинства системы
- Полностью автоматизированное управление исполнительными механизмами.
- Автоматический останов оборудования в случае возникновения аварийной ситуации.
- Отображение информации о ходе технологического процесса на станции оператора.
- Многопользовательская организация системы управления с разграничением прав доступа.
- Ведение архива действий пользователя системы.
- Ведение архива аварийных сообщений и ошибок системы.
- Ведение архива параметров системы.
Дробление сырья
Дробление сырья происходит автоматически с использованием современных дробилок.
Достоинства системы:
- Возможность достижения любой структуры размола и достижение большой гибкости при использовании частотного преобразователя на приводе.
- Сокращение времени простоя через оперативную загрузку и выгрузку сырья, а так же эффективное устройство смены молоточков.
- Долговечность и бесшумность работы.
- Защита двигателя и механизмов с помощью частотного преобразователя.
Дозирование и смешение сырья
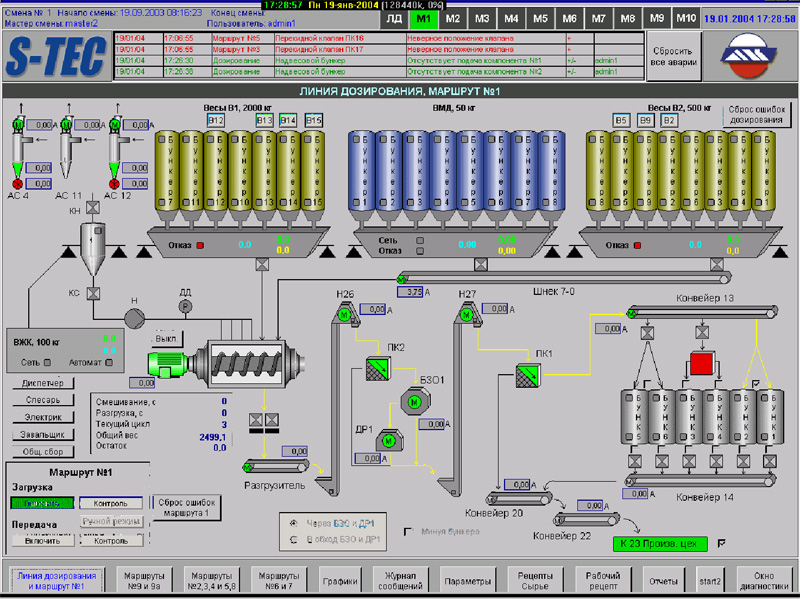
Дозирование в автоматическом режиме происходит согласно производственному рецепту. После запуска дозирования набор компонентов происходит автоматически. Компоненты смеси находятся каждый в своем силосе. Силосы установлены на тензодатчики. Информация о весе компонентов в силосах используется программируемым логическим контроллером (PLC) при их дозировании. PLC управляет приводами шнеков через частотный преобразователь, дозируя компоненты. По окончании процесса дозирования смесь поступает в смеситель, где вымешивается заданное время. Контроллер приступает к следующему циклу дозирования, согласно заданию. По окончании работ, формируется отчет использованного сырья, архив работы системы.
Управление маршрутами и линией дозирования возможно в автоматическом и ручном режимах. Ручной режим используется при отладке системы, ремонтных работах и нештатных ситуациях.
Достоинства системы
- Полностью автоматизированное управление исполнительными механизмами.
- Быстрое, точное дозирование компонентов.
- Автоматический останов оборудования в случае возникновения аварийной ситуации.
- Отображение информации о ходе технологического процесса на станции оператора.
- Многопользовательская организация системы управления с разграничением прав доступа.
- Ведение архива действий пользователя системы.
- Ведение архива аварийных сообщений и ошибок системы.
- Ведение архива параметров системы.

Гранулирование комбикормов
Система управления позволяет осуществлять управление технологическим процессом линии гранулирования в двух режимах:
- автоматический режим,
- ручной режим.
При этом состояние устройств отображается в системах человеко-машинного интерфейса.
Автоматический режим
Автоматический режим является основным рабочим режимом системы. Для того чтобы запустить технологический процесс в автоматическом режиме, необходимо предварительно сделать выбор пути прохождения продукта. Выбор пути прохождения продукта осуществляется путем выбора (либо снятия выбора) соответствующей позиции технологического оборудования.
После чего будет происходить автоматический запуск устройств в соответствии с логикой работы технологического процесса линии гранулирования.
Остановка запущенной технологической части производится нажатием на соответствующую кнопку, при этом устройства отключаются в нужной последовательности с заданной временной задержкой. Так же имеется логика автоматической остановки технологического процесса в случае аварии.
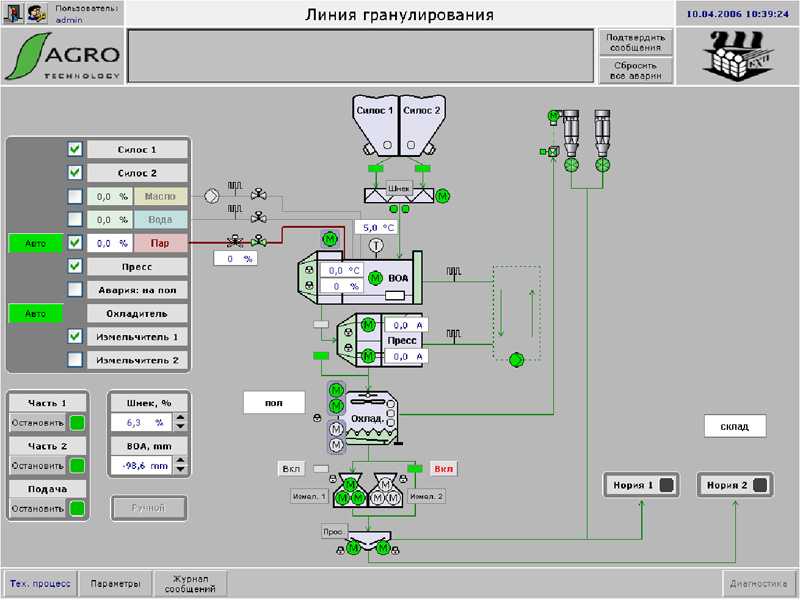 |
| Работа линии в автоматическом режиме. |
Ручной режим
Ручной режим предназначен для обслуживания и отладки системы. В этом режиме любое устройство можно включить независимо от состояния других устройств. В ручном режиме могут работать только те пользователи, которые обладают соответствующими правами доступа.
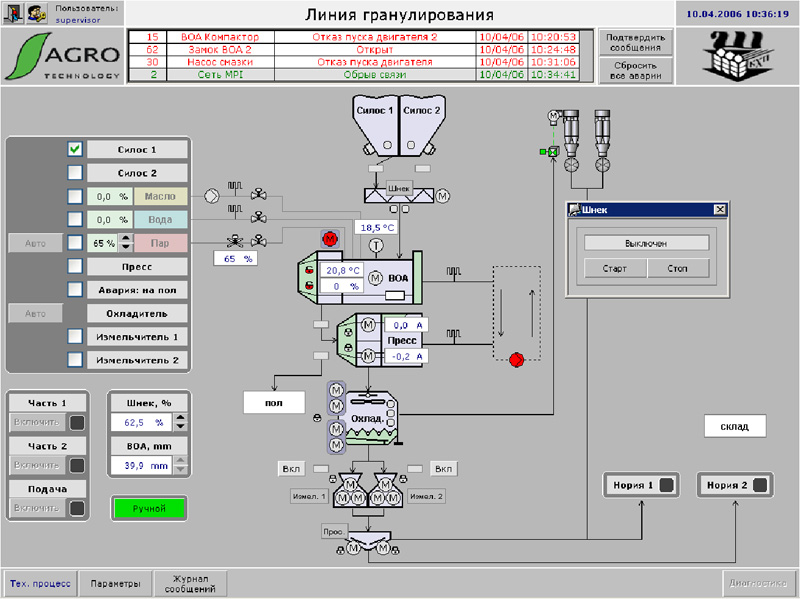 |
| Работа линии в ручном режиме. |
По окончании работы выводится отчет о количестве затраченного сырья и получении готовой продукции. Полученный отчет используется в специальных автоматических бухгалтерских программах (например 1С предприятие).
Внедрение автоматизированной системы управления линией гранулирования позволяет:
- повысить производительность линии;
- уменьшить потери времени на простое оборудования;
- уменьшить потери сырья и готовой продукции.
- Увеличить качество готовой продукции;
- сократить количество обслуживающего персонала.
Покрытие энзимами

Автоматизированная система покрытия энзимами.
Целью этой системы является распределение небольших количеств жидкости равномерно поверх гранул.
Установка разработана таким образом, что она легко помещается в уже имеющийся комбикормовый завод.
Для установки этого распылительного устройства достаточно расширить фрагмент транспортной трубы. В эту трубу можно вставить распылитель. Практически систему можно установить в линию гранулирования, а также на станции погрузки автомобилей.
Преимущества системы:
- Жидкость добавляется в готовый продукт с помощью порции переменного размера, (то есть с учетом требований заказчика).
- Несколько жидкостей могут добавляться одновременно.
- Эффективность добавок не снижается из-за тепловой обработки.
- Точная и равномерная дозировка добавки.
- Большая производительность системы.
- Не потребуется останов в связи с промывкой после производства корма с лечебными препаратами.
- Система полностью автоматизирована.
- По окончании работы выводится отчет о затраченных компонентах

Транспортировка, складирование, отпуск готовой продукции
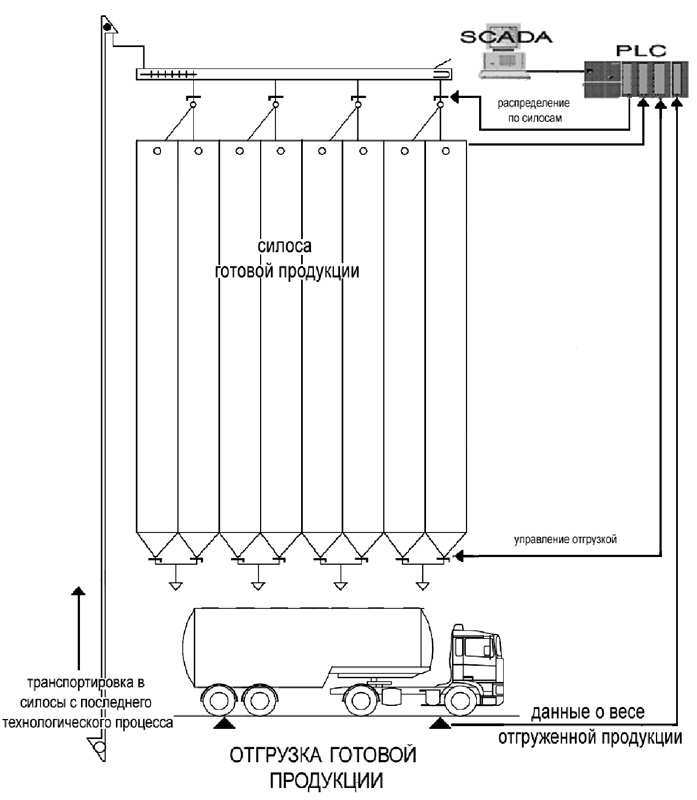
По завершения всех технологических процессов, готовая продукция автоматически поступает в силоса готовой продукции, откуда производится её отгрузка потребителям.
По задании оператором количества отпускаемой продукции, система производит отгрузку и учет.
Достоинства системы:
- Автоматическая транспортировка в силоса.
- Точный учет продукции.
- Уменьшение затрат времени на отгрузку.
- Сокращение обслуживающего персонала.
Весы в потоке
Весы в потоке с одной буферной ёмкостью
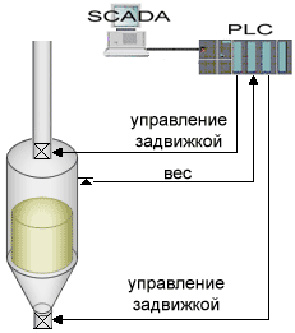
Описание работы:
Открывается верхняя задвижка. Происходит заполнение продуктом буферной ёмкости, установленной на тензодатчики. Контроллер считывает данные о весе. По достижении заданного значения задвижка закрывается. Контроллер открывает нижнюю задвижку, опорожняя ёмкость. Процесс происходит циклически. Данные о каждом цикле взвешивания суммируются контроллером. Таким образом происходит порционное взвешивание.
Система обладает высокой точностью взвешивания, однако обладает меньшей производительность по сравнению с системами взвешивания с двумя буферными емкостями и весами непрерывного взвешивания.
Весы в потоке с двумя буферными емкостями
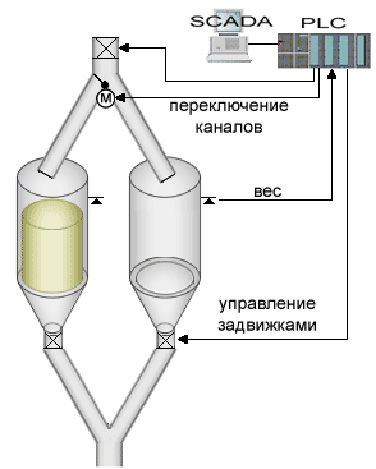
Описание работы:
Открывается верхняя задвижка. Происходит набор продукта в одну из буферных емкостей. При заполнении до заданного значения, контроллер производит коммутацию каналов, и продукт поступает в другую буферную емкость. Одновременно с этим открывается нижняя задвижка первой емкости. Промышленный контроллер считывает данные о весе с тензодатчиков.
Система обладает большой производительностью (поток практически не прерывается) и высокой точностью взвешивания, однако имеет большую стоимость по сравнению с весами непрерывного взвешивания и системой с одной буферной ёмкостью.
Весы непрерывного взвешивания
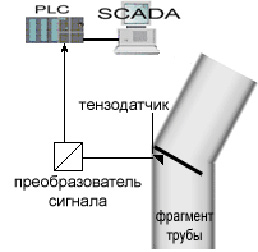
Описание работы:
Система обеспечивает непрерывное взвешивание свободного потока гранулированных сухих сыпучих материалов. Сухие сыпучие вещества поступают в питатель, направляющий поток материала. Частицы ударяются о чувствительную пластину. Тензодатчик нагрузочного элемента преобразует усилие отклонения в электрический сигнал. Интегратор на основе этих данных рассчитывает скорость потока и определяет суммарный вес материала. На результаты измерений не могут повлиять отложения материала, так как учитывается только горизонтальное усилие.
Система может легко интегрироваться в любой участок трубы. Обладает большой производительностью (свободный поток продукта) и небольшой ценой, однако имеет меньшую точность взвешивания, по сравнению с буферными весами.
Весы платформенные автомобильные

Весы предназначены для статического взвешивания и взвешивания в движении автотранспортных средств, измерения осевой нагрузки на дорожное полотно и измерения координат центра масс груженного и порожнего транспортного средства. В весах используются цифровые тензодатчики из нержавеющей стали или аналоговые тензодатчики с той же степенью защиты в совокупности с многоканальным аналого-цифровым преобразователем и цифровым весоизмерительным прибором.
Использование электронного принципа взвешивания позволит производить компьютерную обработку результатов взвешивания — ведение отчетности по грузу, поставщикам, перевозчикам, переносить информацию в бухгалтерскую программу, объединять несколько весов в единый весовой комплекс и многое другое.